开机前检查
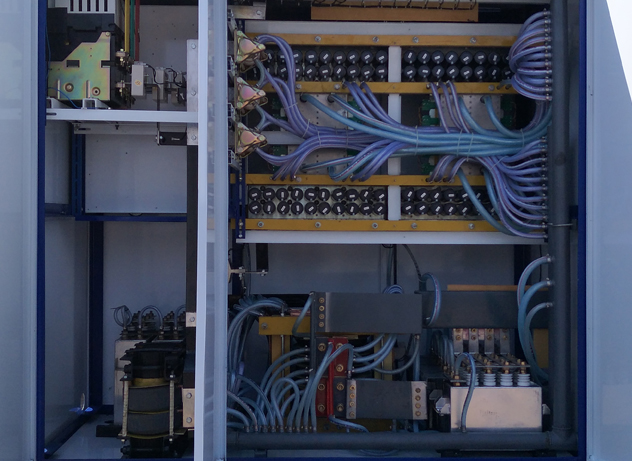
合闸上电:合上电源柜门板上方正中的电源开关,电源指示灯亮。
升降:在升降电气盒面板上,按“上升”钮升降台应上升。
试开量:在电脑显示屏上调出维修菜单按下各个按钮,相应的执行器应有 动作响声。如按下“加热”按钮,柜内接触器应有动作响声;模拟量通过虚拟控制 器可设定控制值或调节输出百分比。
试加热回路:按下“加热”按钮, 调节虚拟温控仪输出百分比,应有加热 电压.电流跟随变动。冶炼设备
试送气:按“空气”按钮, 调节“空气小流量”之虚拟显示盒上的设定值 在显示盒的显示窗应有流量显示,稍等片刻,稳定后的流量显示值与旋钮上的
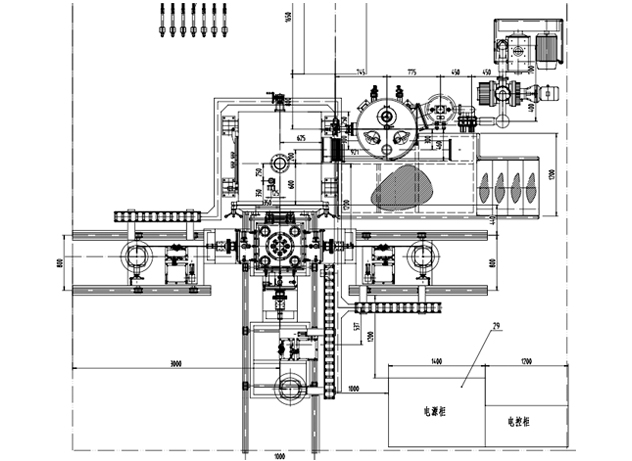
设定读数应相同,即有气体通过质量流量控制器。 “氮气” 、 “氧气”与此类似。 (四)参数设置 在设备投入运行前,应先对仪表进行参数设置,才能使设备正常工作。 参数设置有两个方面,一是仪表,二是计算机。
仪表参数设定在设备出厂时,已有设备制造方设置完成,本公司操作者严 禁随意更改否则设备将不能正常使用。
工艺参数设定:分为:温度曲线、气氛曲线、流量曲线、开关量4种参数 的设定.
温度曲线设定:进入计算机,选中“温度曲线”
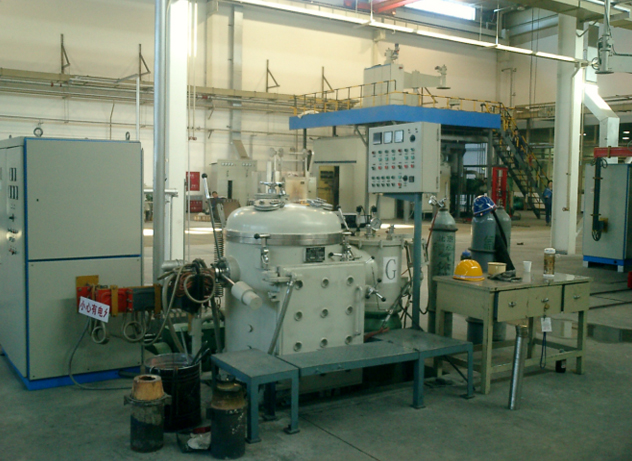
设定高温钟罩炉注意事项: (1)温度设定时,起始温度设为20℃~50℃这样操作可以避免在启动加热器 时大电流冲击,避免烧坏主回路的熔断器 (2)排胶段温度应控制稳定且升温至600℃的时间至少不小于5至7小时, 这样才能保证磁芯胚件排胶充分利于调高磁芯的综合性能。 排胶时必须设定排胶控 制阀为全部打开。 (3)排胶段及升温前段严禁打开气氛采样阀和空气泵,这样做是防止磁芯排 除的胶体和有害杂质进入采样管道和氧化锆传感器。保护氧分析仪。 (4)在降温阶段,加热开关关掉以后,如实际温度大于设定温度很多,可以启动强制冷却系统。开启循环控制阀,风量由从小到大逐渐增加。高温风量小、低 温风量大。同时必须将炉压调至1500pa以上,来保证循环风量加大过程中炉内不 出现负压,保证磁芯的性能。 (5)在炉压的设定上应小于3000pa,保证风机和管道在不超负荷下运行. (6)在设定时间到后而炉内温度未降到系统配置中设定的出炉温度150℃时, 各个阀门状态必须保持原状,必须维持一定流量的氮气.来保证磁芯元件不被氧化。
维护与保养
进入计算机并选中“设备维护”菜单,这里可以监控温度、气氛、流量 及16路开关量的动作,可以进行故障的自诊段用并及时的发现问题。来保证每一 炉在烧结前各个设备都是可以的状态。
氧分析仪的保养:为保证氧含量测量准确度,必须每一个月对氧分析仪 进行气体校准。校准方法如下: 将氮气通入氧分析仪,使其稳定时的读数与高纯氮气的实际氧含量相同, 校准 氧分析仪的低氧测量端。启用气氛测量柜内的校准气路。 (1) 将气源选择阀的箭头转向氮气; (2) 打开气源旁通阀使出气; (3) 将采样标准选择阀转向“校准”位; (4) 逐渐关小气源旁通阀,使氧分仪的流量至500ml/min; (5) 通气半小时,直至氧分仪的读数稳定; (6) 若氧分仪读数<20ppm跳过此步; (7) 若氧分仪的读数>20ppm,将读数标准为<20ppm的某值; (8) 完成后关闭气源阀,将采样标准选择阀转向“采样” ; (9) 逆时针旋转压力调整阀使压力至0.05Mpa以下
定期放水、更换过滤器滤芯 :
(1)对滤水过滤器应及时放水特别是空气之路,必须每天每4个小时排水一次。 (2)对滤尘过滤器应在滤芯呈黄色或者黑色时立即更换
定期疏通采样气管。当突然出现氧分仪显示的氧含量与实际差别较大的现象,在通入氮气很长时间不见降低.,这就要及时疏通管道。方法如下: (1)用氮气反向冲洗采样气管; (2)拆除炉壁外 金属管及接头,用1mm粗的细丝向炉内插入采样瓷管,清通瓷管内的附着物,用谈起冲洗后,按原样装回金属管及接头。 (3)更换气氛测控柜内的采样过滤器的滤芯。
以上是针对高温钟罩炉的使用注意事项的说明,如果你还有更多有关高温钟罩炉的不懂的情况,可以直接与我们联系。
2023-06-26
2023-06-16
2023-06-06
2023-05-30
2023-05-23
2023-05-16