中频感应加热炉具有加热速度快、氧化少、温度控制准确、生产条件较好,以及工作稳定可靠等诸多优点,在汽车锻件的大批量生产中得到了广泛应用。
中频感应加热设备
1.分析问题
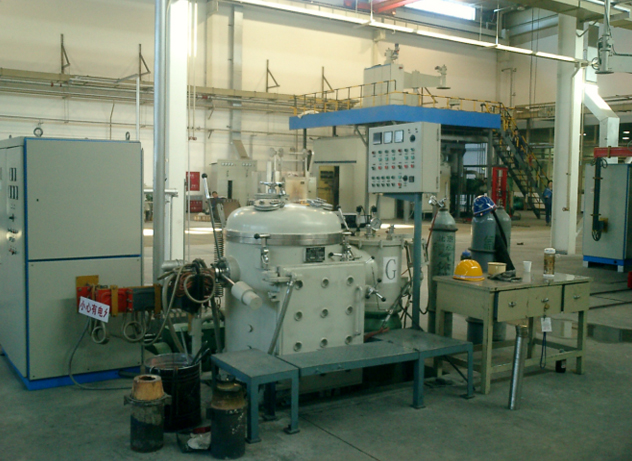
锻造中频加热采用500kW/100OHz中频电源,感应器内衬直径为180mm,加热炉底部安装有1Crl8Ni9Ti奥氏体耐热钢管料(直径14mm)做成的导轨。当局部加热102mm×13.5mm管料时,感应器内孔与管料内孔中心不能重合,管料的上部距线圈较远,相对于管料的下部,其电效率偏低,造成上下温度不一致。高温侧相对低温侧变形抗力减小,在热挤压成形时,内孔口部易形成折叠。以前,锻造加热时采用人工定时将管料旋转180度,工人劳动强度大,且人为因素多,废品损失占5%,使企业造成了很大的损失。
2.解决方案
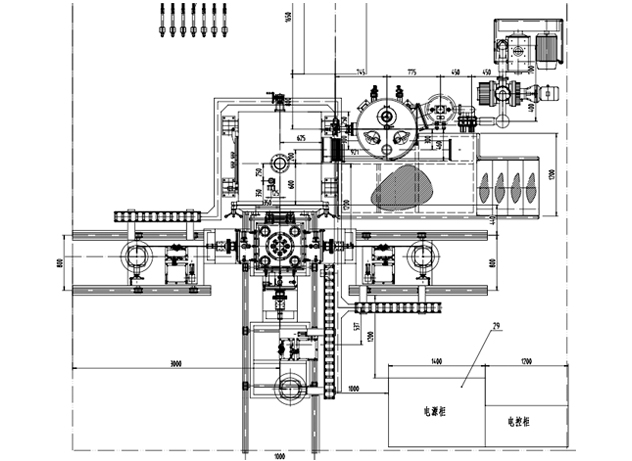
为了减少废品损失,我们设计了如图2所示的自动旋转装置,安装在中频炉炉口,很好地解决了管料上下温度不一致的问题。该装置主要由扶手、移动小车、底座支架及定位器等部件组成。两个安装有大齿轮8的滚动杆5通过轴承座4与移动小车10的底板相联;wD10o—60一I型减速机输出轴上的直联小齿轮3同时与滚动杆上的大齿轮8啮合,由电动机带动减速机,通过减速机输出轴上的小齿轮将动力传至两滚动杆,使放于两滚动杆间的待加热管料自动均匀地旋转。加热长度可通过调速定位器10上的滑动标尺和移动小车的前死点位置来确定。在进行局部中频加热时,操作者只需通过扶手1将移动小车拉出,将坯料放人两滚动杆之间且使坯料外端面与定位器滑动标尺紧贴,再将移动小车推至前死点位置,坯料的悬出部分即可在中频加热炉内自动旋转,均匀受热。显然该装置的成功应用在很大程度上降低了工人的劳动强度,解决了局部加热料温不均匀的问题。
该旋转装置存在以下优点:
(1)因采用机动回转方式,加热温度较均匀,降低了人为因素的影响。
(2)与以前的人工旋转坯料的方式相比,降低了工人的劳动强度,提高了工人的劳动积极性。
(3)通过检验验证,因内孔口部折叠造成的废品损失率降至0.3‰ 。
3.结语
锻造行业内,有部分企业采用机械手将坯料旋转180。的方法来解决此类问题,该旋转装置结构简单,操作方便,故障率低,是解决此类问题的有效方法。经过一年多的实践验证,该装置解决了中频感应局部加热时坯料温度受热不均的问题,可保证车轴管的产品质量,大大提高了产品的合格率。
2023-06-26
2023-06-16
2023-06-06
2023-05-30
2023-05-23
2023-05-16